


Dow Engifab LLP has established itself as a premier provider of pharmaceutical containment solutions, earning an excellent reputation in both domestic and overseas markets. As an ISO 9001 certified company,
Dow is committed to maintaining the highest standards of quality in all its products and services.
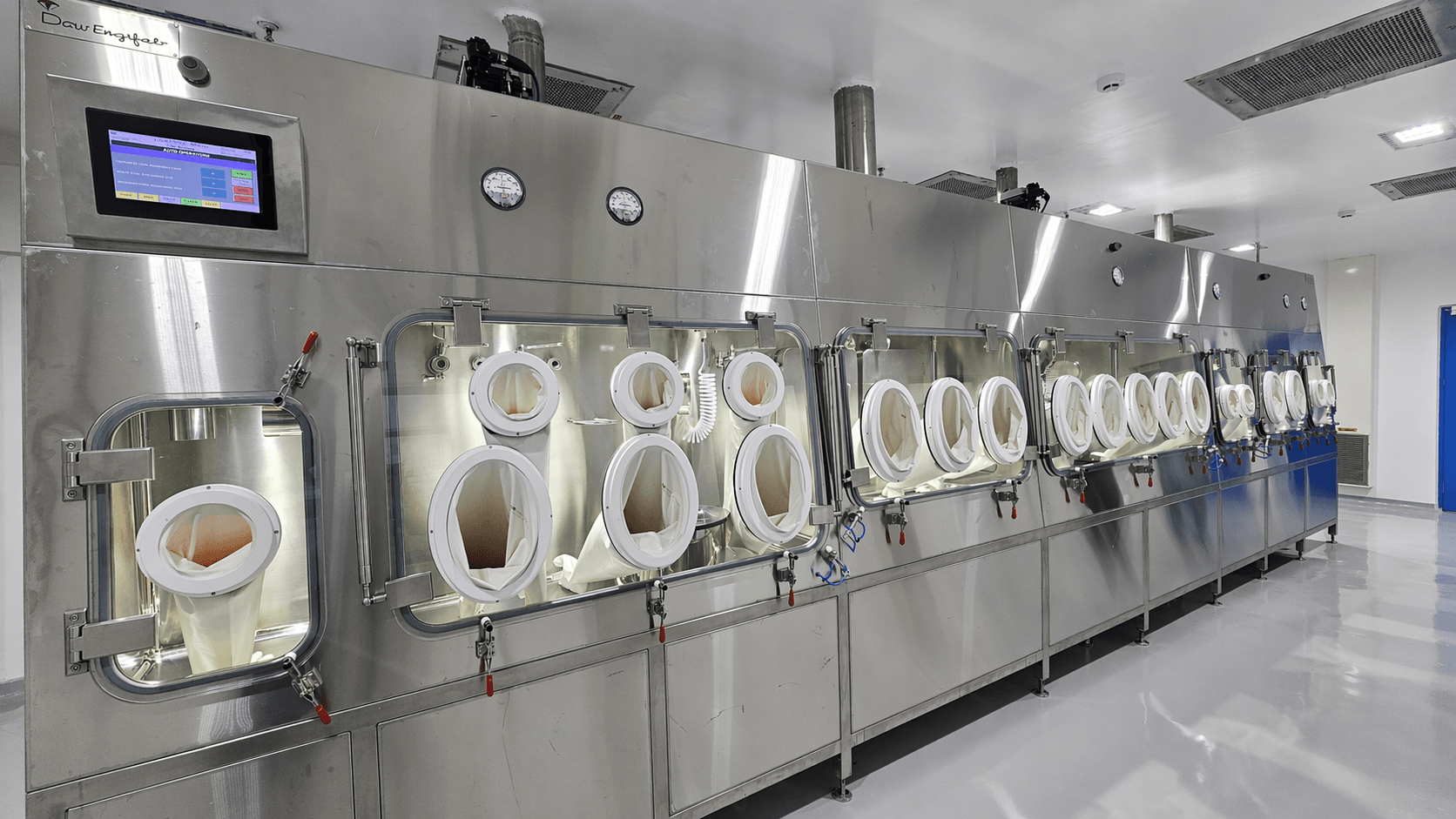
The company specializes in designing and manufacturing Rigid Wall Isolators specifically engineered for handling highly potent, toxic, and aseptic pharmaceutical products. These containment solutions are
critical for ensuring product integrity, operator safety, and environmental protection in pharmaceutical manufacturing processes.
With a team of professionals possessing years of global experience in the pharmaceutical equipment industry, Dow Engifab is positioned to deliver highquality equipment with cost-effective solutions tailored
to each client's specific requirements.

The customization process begins with a thorough analysis of customer requirements including process details, containment objectives, facility constraints, regulatory considerations, and operational parameters.
Based on requirements analysis, Dow Engifab develops conceptual designs including 3D modeling, preliminary engineering calculations, critical design identification, and collaborative review with the customer.
Complete mechanical, electrical, and control system design with material specifications, component selection, manufacturing drawings, and risk assessment for optimized performance and safety.
Manufacturing with strict quality control, factory acceptance testing, documentation preparation, installation support, and commissioning for reliable performance.